|
| 1029 | FCIC Task 8 - Cross-Cutting Analysis and Systemic Criticality Assessment | The objective of this task is to quantify and communicate industrially relevant, system-level cost and environmental impacts for the discoveries and innovations of the FCIC using Techno-Economic Analysis (TEA), Life Cycle Analysis (LCA), and Failure Mode Effects Analysis (FMEA). This task meets the objectives of BETO by evaluating and understanding the cost vs. benefits of implementing technical strategies to mitigate the affects of feedstock variability and equipment operability related to SAF production goals and engaging with industrial stakeholders to effectively communicate results.
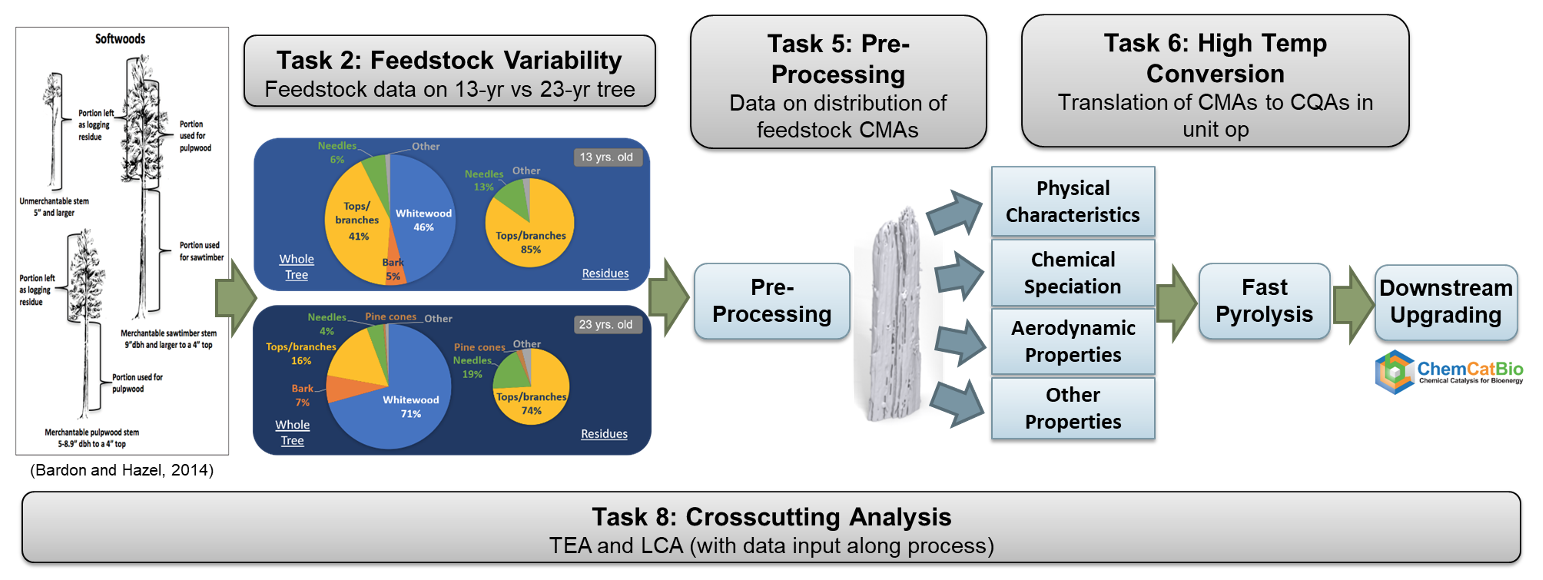
Comparative TEA of Available Feedstocks for High-Temperature Conversion: Whole Tree Thinnings and Mature Pine Residues (HT-C-7)
Executive Summary
The techno-economic and life cycle implications of utilizing low-cost feedstocks in a high-temperature conversion process are of great interest. Here, we investigate the conversion cost impacts of two underutilized feedstocks from the commercial pine industry: 13-year-old whole trees, representing trees removed for the purpose of precommercial thinning, and 23-year-old pine residues, representing a waste stream produced from the deconstruction of mature trees for other purposes. Experimental fast pyrolysis (FP) yields for each feedstock were adjusted to a catalytic fast pyrolysis (CFP) basis and used to estimate process economics by employing published correlations based on rigorous techno-economic modeling. These correlations were used in tandem with results from supply and preprocessing analyses to evaluate the field-to-fuel economics of each feedstock. A small difference in minimum fuel selling price (MFSP) was found between the conversion costs for the two feedstocks, with 23-year-old residues demonstrating a net benefit of $0.27 per gasoline gallon equivalent (GGE) compared to the 13-year-old whole tree thinnings, driven primarily by feedstock supply costs. This suggests that both whole tree thinnings and pine residues may be viable feedstock options for CFP conversion. Life cycle inventories (LCIs) were also generated for each case, enabling a field-to-fuel quantification of the cost and carbon cycle associated with each feedstock.
Results: The economics of each feedstock were not dramatically different, suggesting both residues and whole tree thinnings, or some combination of the two, can be viable feedstocks for a CFP biorefinery. Residues were shown to be the most economical option of those considered here, primarily due to lower supply costs.
Full Report
Life-Cycle Greenhouse Gas Emission Impacts of Forest Residue Preprocessing with Wet Milling (HT-LCA-6)
Executive Summary
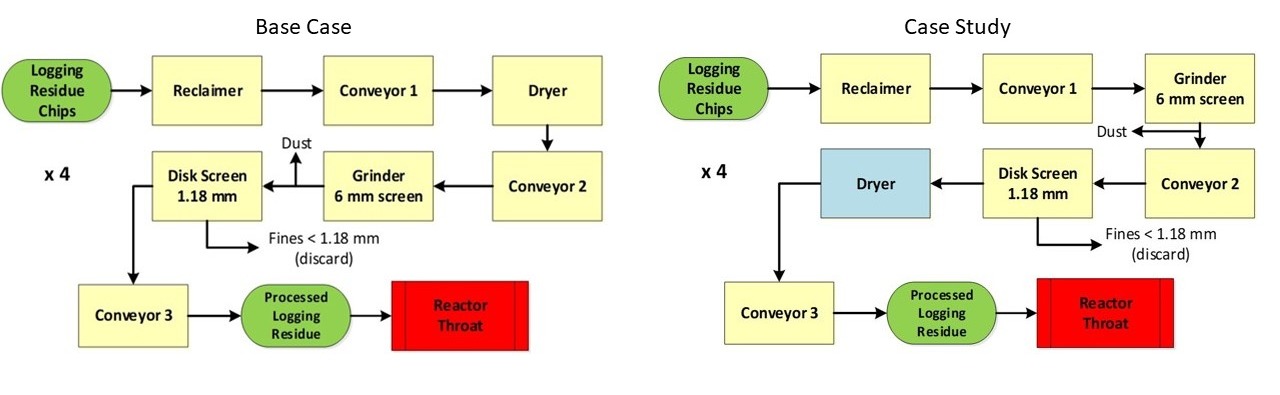
The goal of this analysis was to evaluate the environmental impact of a Case Study that uses wet milling to preprocess logging residues before feeding to a catalytic fast pyrolysis conversion step. The results of the Case Study were compared to those of the status quo Base Case system where dry milling is used.
Results: The results reveal that wet milling achieved 65% lower GHG emissions per dry ton of conversion-ready feedstock than the conventional dry milling technology. This is mainly because wet milling greatly reduced the energy consumption for drying. In addition, wet milling also generates fewer fines, thus improving the throughput of conversion-ready feedstock.
Full Report
Sensitivity analysis of air classification of forest residue for tissue and ash separation efficiency (HT-P-11-02)
Executive Summary
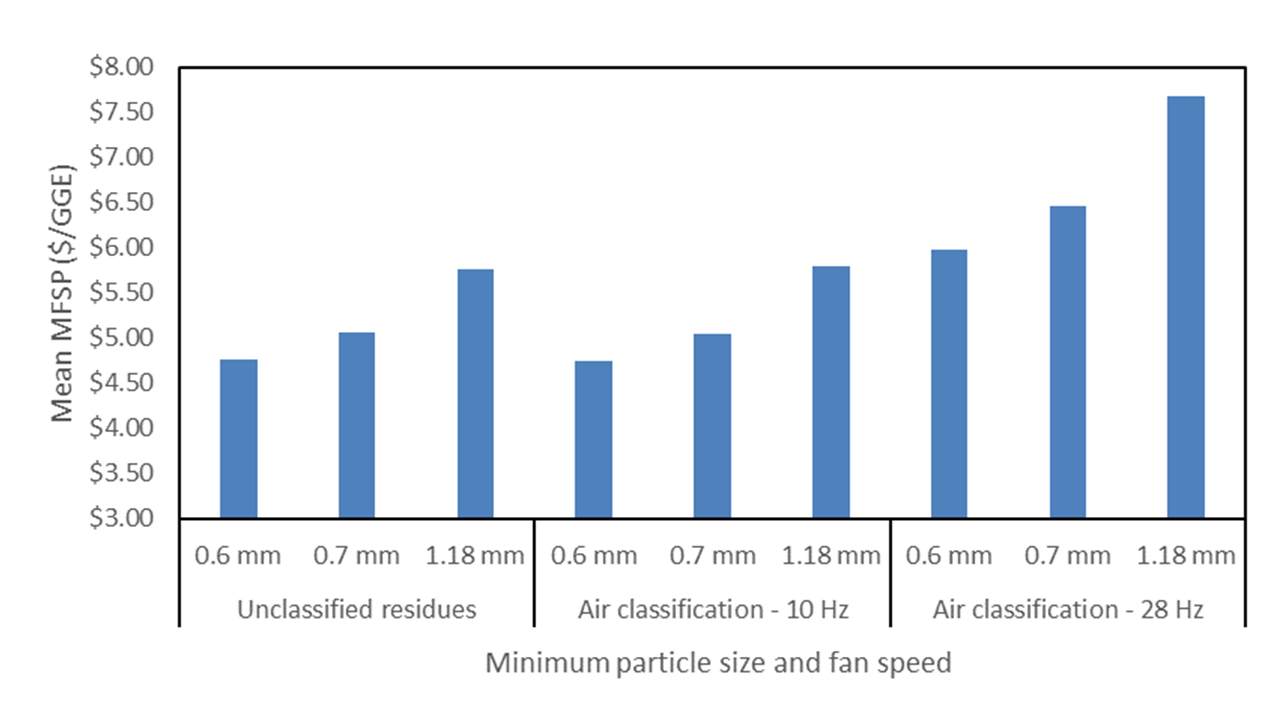
The goal of this cross-boundary Case Study was to expand the FY21 Q2 Preprocessing Case Study “Air classification of forest residue for tissue and ash separation efficiency (HT-P-11)” to evaluate the sensitivity of preprocessing and high-temperature conversion with regard to the air speed preprocessing CPP, the particle size conversion CMA floor and a fixed carbon conversion CMA ceiling, as compared to the status quo Base Case system in which the residues are first dried and then ground in a hammer mill with a 6 mm screen and fines which would cause feeder failures are removed. Also considered were moisture and ash impacts on throughput and overall operating effectiveness (OOE), total feedstock production cost and delivered feedstock cost, and the estimated minimum fuel selling price (MFSP).
Results: In an operating biorefinery it will not be economic to dispose of large quantities of material once it has been preprocessed given the large range of delivered feedstock costs; either the material not meeting the ash and fixed carbon specifications must be converted to biofuel or it must be valorized in some other way (such as a value-added co-product or sold into another market). Recognizing this, we considered whether the tons not meeting all of the conversion quality specification would lead to acceptable Minimum Fuel Selling Price (MFSP) if the conversion process were robust enough to accept the ash and fixed carbon ranges exiting preprocessing without causing conversion process upsets.
Integrating the MFSP correlation into the preprocessing model provided valuable insight into the ultimate field-to-fuel economic of each scenario considered. Overall, it was demonstrated that inclusion of an air classifying step in the preprocessing of forestry residues could counteract the additional costs, matching economics compared to using unclassified residues. The higher quality air classified feedstocks demonstrated increased fuel yields, associated with an economic benefit approximately equal to the additional costs associated with air classification at lower fan speeds. Higher fan speeds were shown lead to even higher CFP yields, but also resulted in significant material loss during preprocessing, resulting in a net economic penalty. However, it is possible that an intermediate fan speed could demonstrate a more significant net benefit vs. unclassified residues if the tradeoff between higher CFP yields and material losses was optimized.
The importance of optimizing the minimum particle size fed to conversion was also demonstrated. It is understood that feeding particles on the order of 1 mm or less to conversion has the potential to create operability issues for the feeding system; however, the minimum particle size is also strongly tied to material losses in preprocessing that are difficult to overcome. This highlights the value in identifying a minimum particle size that can balance the competing effects of material losses and operability issues. Having quantified the economic material losses, the next step is to gain a better understanding of how particle size impacts the operability of the pyrolyzer, which to this point is mostly limited to informal communication with contacts in the industry.
Full Report
Particle scale impacts on deconstruction energy of pine residues (HT-P-5)
Executive Summary
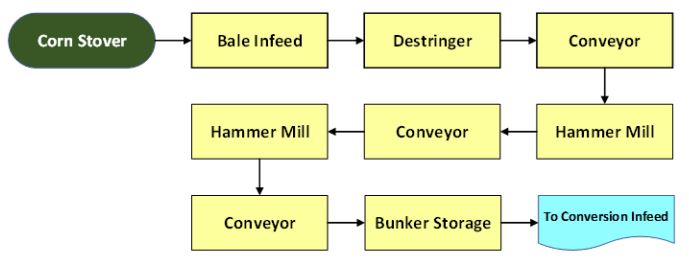
The goal of this Case Study was to quantify the impacts of variable moisture and ash on hammer mill throughput and energy consumption and on generation of fines that are not able to be fed to conversion, as compared to a status quo Base Case system. Also considered was convertible carbon content (minimum carbon specification) and maximum ash content and the delivered feedstock cost impacts of not being able to feed residue not meeting both specifications to the conversion reactor.
Results: Key takeaways from this Case Study are that it is significantly more cost effective to hammer mill the residue prior to drying, even though the grinder throughput is lower and energy consumption is higher versus drying first before grinding. An effect of dry grinding versus high moisture grinding is the production of higher amounts of fines during dry grinding, leading to significantly more of the ground feedstock being rejected by conversion for being below a minimum particle size. With wet grinding the system is still able to produce more preprocessed feedstock meeting the minimum particle size specification even though the instantaneous throughput is lower than for the case of grinding dry feedstock. Additionally, even without the higher fines production from dry grinding, the status quo would still be more costly than wet grinding because the material is rejected after the drying energy has already been input for the dry case. Finally, significant reductions in drying energy are obtained by drying after grinding, and those reductions are of far greater magnitude than the grinding energy increase. It is notable that the tons fed to conversion meet or exceed the compositional CQAs, which indicates that with additional infrastructure it would be possible to utilize some of the discarded units through blending. This is a trade-off between adding cost to the feedstock and the value of higher yields to conversion and can be explored in future joint analyses with NREL and PNNL.
Full Report
Biomass Deconstruction and Fermentation Performance based on Isolated Anatomical Fractions (LT-C-5)
Executive Summary
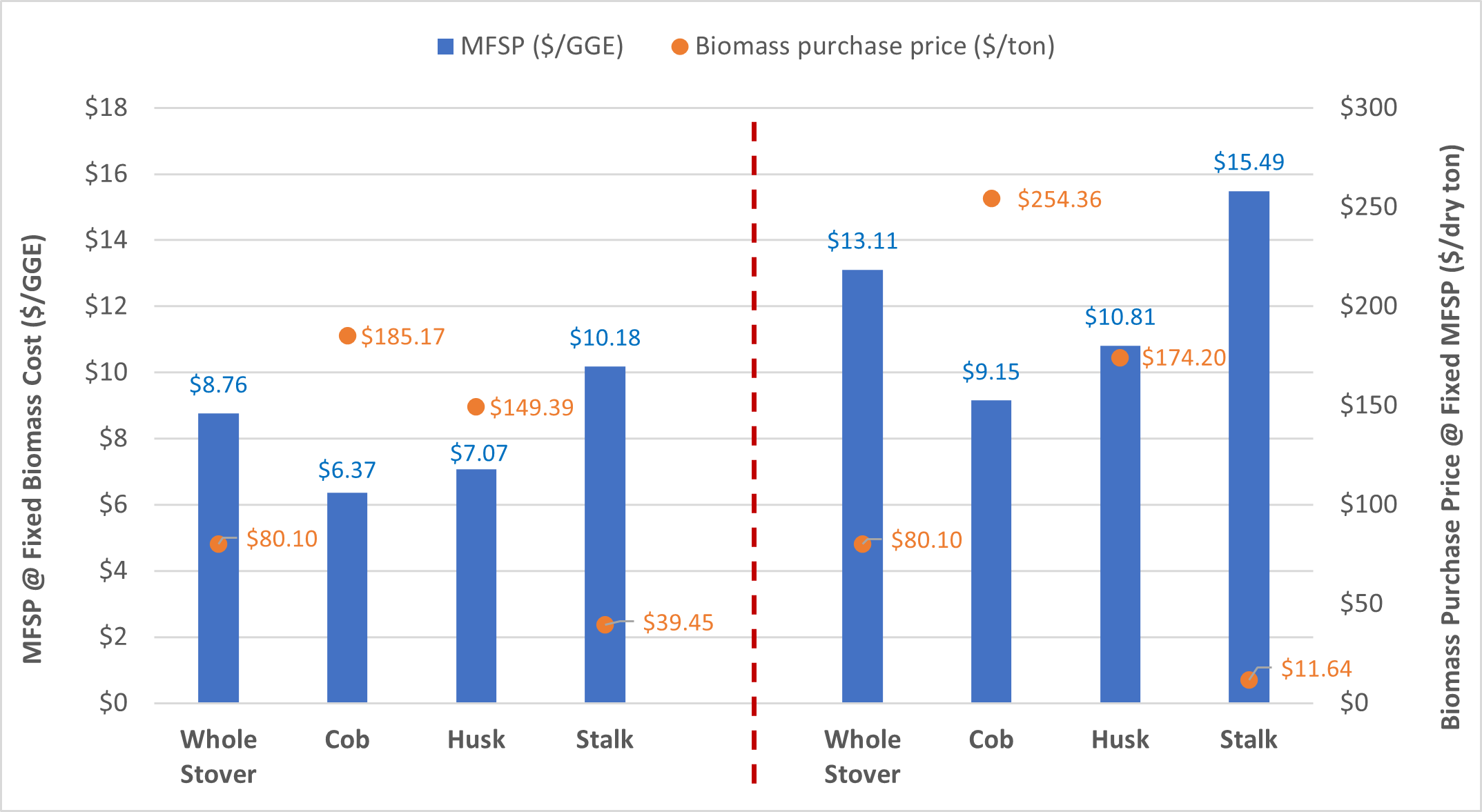
The goal of this case study is to quantify economic implications for biorefinery processing of isolated anatomical fractions of corn stover. TEA for LT conversion biorefinery incorporated corn stover feedstock composition CMAs and experimentally demonstrated yield CQAs to quantify economic implications for a “staged” biorefinery campaign to process separated feedstock fractions vs whole stover. Results indicate that cobs/husks are preferred while stalks are unfavorable. Weighted average of all three fractions indicates net TEA benefits for processing fractions separately (even if stalks are included), at $20-$29/ton increased value to the biorefinery for fractionated feedstock.
Results: Key TEA results indicated fuel yields varying from 29–44 GGE/ton for the individual anatomical fractions compared to whole stover at 34 GGE/ton, equating to MFSPs between $6.37–$10.18/GGE for the fractions versus $8.76/GGE for whole stover (burn lignin), or $9.15–$15.19/GGE for the fractions versus $13.11/GGE for whole stover (convert lignin). Taken as a composite together, these results translate to higher delivered biomass costs that may be accommodated by the biorefinery while maintaining comparable MFSPs relative to whole corn stover as may reflect allowances for the addition of biomass fractionation equipment, on the order of roughly $22–$29/ton based on the average results of each anatomical fraction weighted by its corresponding makeup of corn stover. Or viewed differently, the weighted average MFSP for the fractions was found to be $0.31–$0.32/GGE lower than the MFSP for the whole stover basis across either lignin scenario, when maintaining a fixed biomass feedstock cost. However, we caution that these three fractions constitute roughly 50% of the total corn stover makeup (with leaves and “other” constituting the remaining 50%), thus these results do not yet provide a complete picture of the full economic ramifications for processing all constituent fractions of the biomass. Moving forward, future work should consider these additional materials to evaluate whether similar trends continue to hold for those fractions.
Full Report
Value proposition of coatings or new alloys on hammer wear (LT-P-10)
Executive Summary
The goal of this Case Study was to compare the cost savings from improving the life span of parts that wear within a system to the additional material cost required to reach varying levels of improved life span. We recognize that the failure limits and system performance are representative of a single system that may or may not exist in the real world, however, our goal for this analysis was not to provide an answer for a specific system or to provide a full understanding the economics of all potential systems. The analysis was performed using relative changes from the base alloy cost and considered relative improvements in part life in order to generalize the comparison without referencing specific alloys or coatings that might be employed. Ultimately, this work provides a first check of the potential for improving wear characteristics of grinder hammers to provide a meaningful and impactful benefit to biomass preprocessing and conversion systems.
Results: Based on this work, increasing the life of the hammers by 3× in a corn stover processing system will yield a benefit of reducing the delivered feedstock cost by approximately $2.25/dry ton, assuming no increase in hammer cost. However, it is unlikely that it would be possible to maintain the hammer cost (ca. $3,000 per set or around 2% of the capital cost of the grinder) while also increasing the life of the hammers. In the case that the hammer cost is increased, the amount of the that cost increase will be limited by the benefit that is provided. From this work we found that the relative hammer cost increase could outpace the relative hammer life improvement and still be economic, with the ratio of relative hammer cost increase to relative wear performance increase being proportional to the relative wear performance increase. From the data, the relative premium that can be paid for an improved hammer across all the price points ranged from 1.1-1.22× the expected life increase.
Including moisture variability in the simulation raised the delivered feedstock cost and there were substantial changes in both down events and down times. When moisture variability was added there were nearly 43× the failures and more than 10× the amount of down time caused by moisture than resulted from the wear alone. In addition, as the life of the hammers was increased, there was a corresponding increase in the number of failures due to moisture. When the number of failures due to wear decrease, more material can be put through the system. With more units of biomass material, more units that are outside the operational limits of the system are introduced resulting in failures. However, even with the increase in failures due to moisture, the impact to the system that is realized by increasing the life of the hammers was roughly the same as was seen in the wear only scenario.
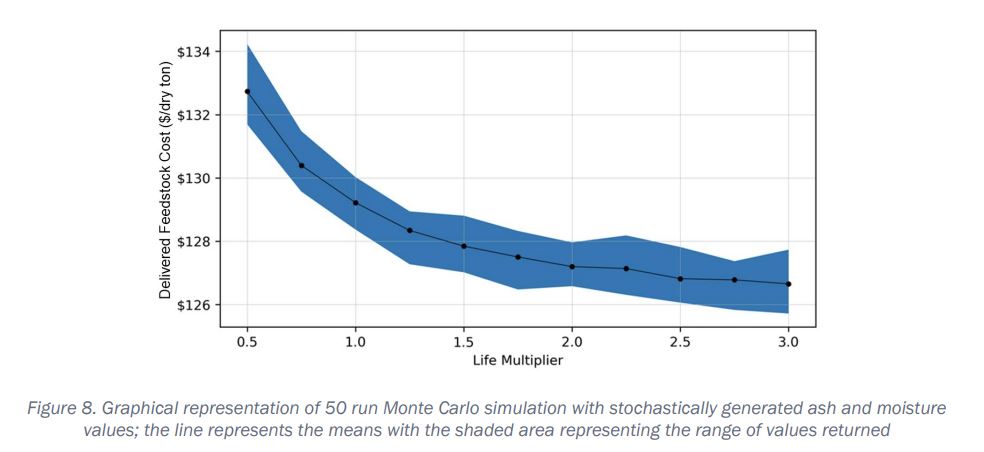
Examination of the system under the full variability that would be experienced by a biorefinery allowed for quantification of uncertainty associated with the proposed changes. Using Monte Carlo analysis it was determined that there was a delivered feedstock cost range of approximately $2.20/dry ton that could be experienced based on the distributions values of ash and moisture modeled. However, the relative cost reductions that were found in the wear only scenario hold across all the scenarios.
Full Report
Impact of anatomical fractionation of corn stover on hammer mill throughput and energy consumption (LT-P-7)
Executive Summary
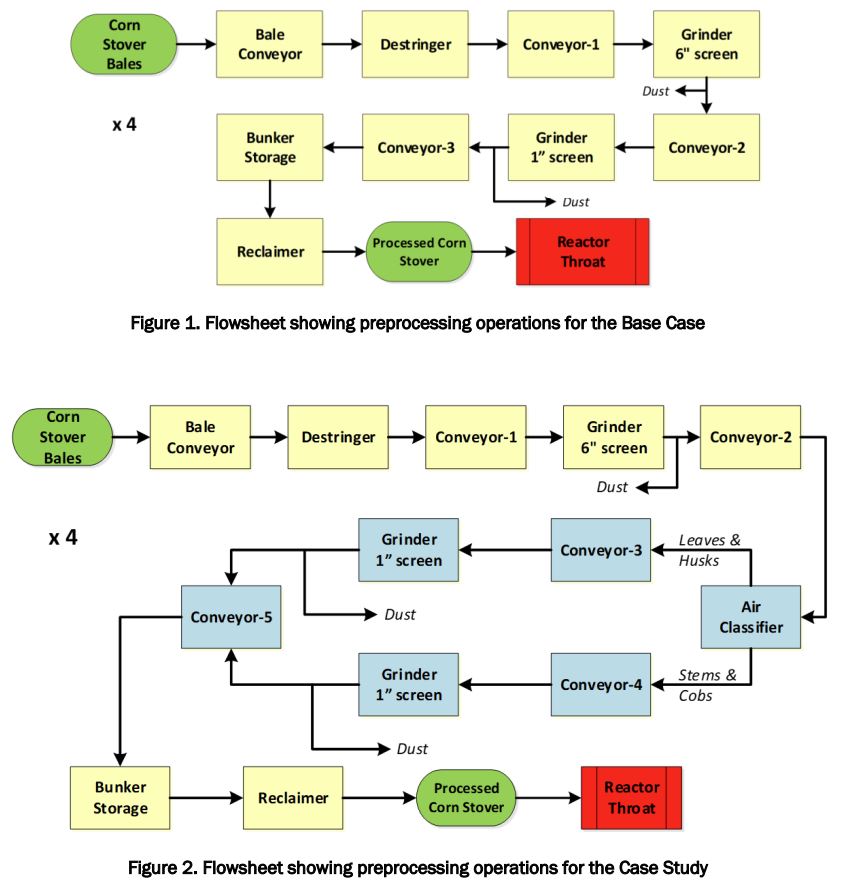
The goal of this Case Study was to quantify the impacts of variable moisture and ash on hammer mill throughput and energy consumption and on loss of very wet stover that causes failures in the first stage grinder and that are not able to be fed to conversion, as compared to a status quo Base Case system. Also considered was convertible carbohydrate content (minimum total carbohydrate specification), maximum ash content and the delivered feedstock cost impacts of not being able to feed stover that did not meet the total carbohydrate specification to the conversion reactor. Laboratory data on the impacts of moisture content and tissue fraction on throughput and energy consumption in a stage 2 hammer mill were received from FCIC Subtask 5.1: Preprocessing, Corn Stover Preprocessing (Neal Yancey and Sergio Hernandez, INL). Additional air classifier throughput, energy consumption and separation efficiency data were obtained from FCIC Subtask 5.1 (Neal Yancey, INL) for the new air classifier, which has three exit streams (lights, middle and heavies). These data were utilized to develop the necessary response surface equations to perform throughput analysis using discrete event simulation. Because the ash contents and particle sizes had not been analyzed in the laboratory at the time of the model runs, we assumed that the ash distributed proportionally with total mass into the lights and heavies in an air classifier having two exit streams (lights and heavies) and that the lights fraction from the air classifier was not removed.
Results: Key takeaways from this Case Study are that due to lower energy consumption, it is more cost effective to hammer mill fractionated corn stover tissues than whole stover. Reduction of grinding energy was significant and may possibly be connected to particle-particle interactions in the grinder that lead to increased residence time of leaves and husks, resulting in decreased throughput and higher generation of fines when milling whole stover. While we did not see significant impacts to throughput, this was due to moisture failures of the first stage grinder in each system dominating failures and downtime. The operating cost savings of reduced grinding energy in the second stage hammer mills alone was high enough to offset the added capital cost of the air classifier and an extra grinding line. It is notable that the tons fed to conversion met or exceeded the total carbohydrate CQA, which indicated that with additional infrastructure it would be possible to utilize some of the discarded units through blending. This is a trade-off between adding cost to the feedstock and the value of higher yields to conversion and can be explored in future joint analyses with NREL and PNNL.
Full Report
Corn stover storage options considering variable degradation within bale stacks (LT-S-1)
Executive Summary
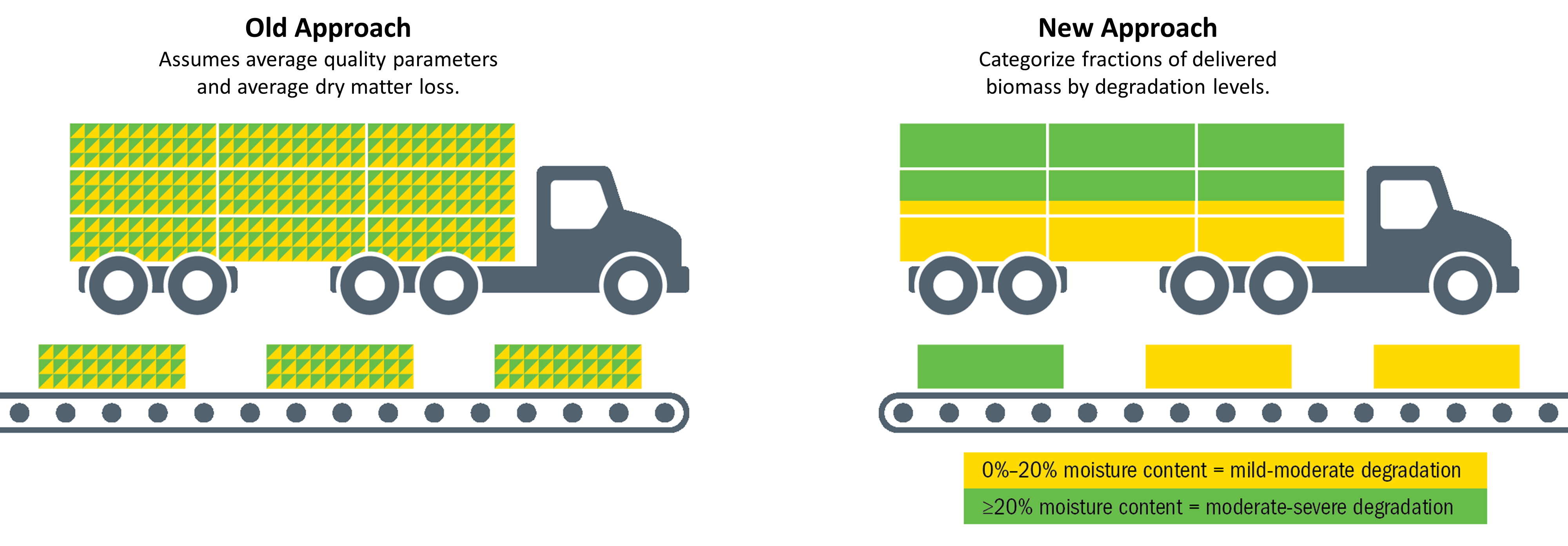
This techno-economic analysis case study assesses corn stover storage options considering variable degradation within bale stacks. Prior studies using average estimates of losses and compositional changes during storage miss the operational impacts of biomass variability. This new corn stover techno-economic analysis model better represents moisture migration through biomass bale stacks that create zones of varying degradation, which behave differently in preprocessing and conversion operations. Using this approach, researchers can more accurately estimate costs of storage losses and protected storage, as well as predict the impact of bale-to-bale variability on biorefinery operations.
Results: Moisture migration through biomass bale stacks creates zones of varying degradation that behave differently in preprocessing and conversion operations. In this study, Feedstock-Conversion Interface Consortium (FCIC) researchers developed a mathematical model of degradation zones within a corn stover bale stack based on moisture migration over the course of one year. This allows researchers to more accurately predict the variability of incoming feedstock streams due to changes during storage. Cost reductions in preprocessing or conversion of approximately $1–$2/dry ton for tarped stover or $10/dry ton for covered storage would be necessary to justify the higher investment in storage protection.
Full Report
FMEA Summary
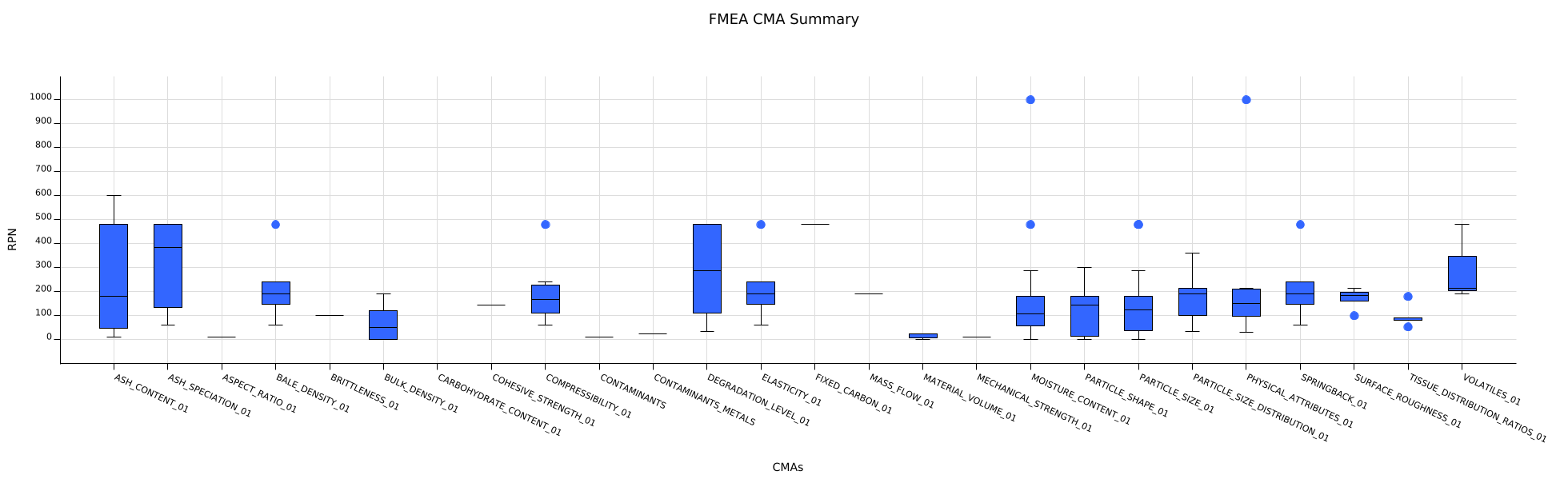
Failure Mode and Effects Analysis (FMEA) is a risk management tool to systematically identify and assess the causes and effects of potential failures in a system, translating the anecdotal information provided by subject matter experts into a semi-quantitative risk priority number (RPN). A typical FMEA exercise is a continuous improvement method that it is performed by completing the following steps: selection of processes to be assessed, formation of a multidisciplinary team, i.e., subject matter experts (SMEs), collection and classification of risk scores from each process based on identified process failures, risk analysis, and implementation of remedial actions and reanalysis to see if those actions are effective. The multidisciplinary team brainstorms to assign a RPN to each potential failure. The RPN is the product of scores representing the three aspects of a failure: Severity (S), i.e., how severe is the consequence if the process fails?, Occurrence (O), i.e., how frequently can a process fail?, and Detection (D), i.e., how easily can a failure be detected if the process fails?. These failures are usually connected to departures from critical quality attributes (CQAs) and can be directly rooted to a set or combination of critical material attributes (CMAs) and critical process parameters (CPPs). This semi-quantitative risk analysis approach assesses and reduces risk of process failures while unveiling CQAs, CMAs and CPPs.
RPN = S x O x D = Risk x D
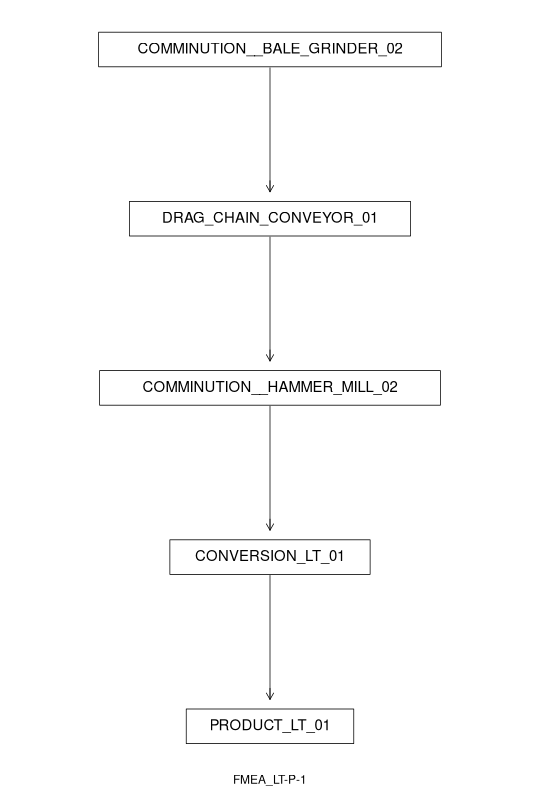
Technology Pathway Plot FMEA_LT-P-1:
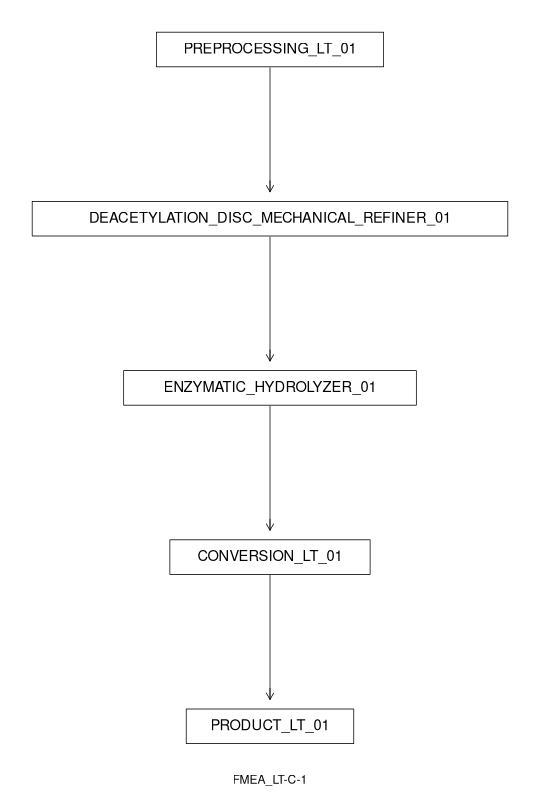
Technology Pathway Plot FMEA_LT-C-1:
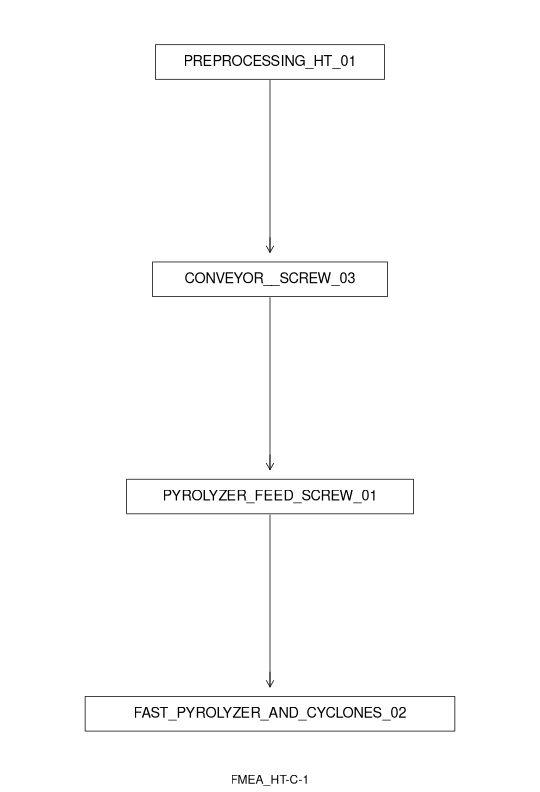
Technology Pathway Plot FMEA_HT-C-1:
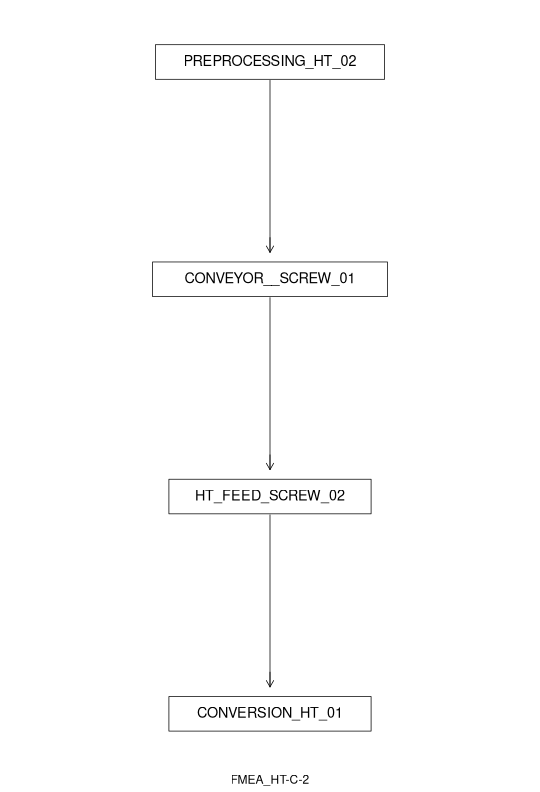
Technology Pathway Plot FMEA_HT-C-2:
CMA RPN Ranges for all FMEA interviews in database
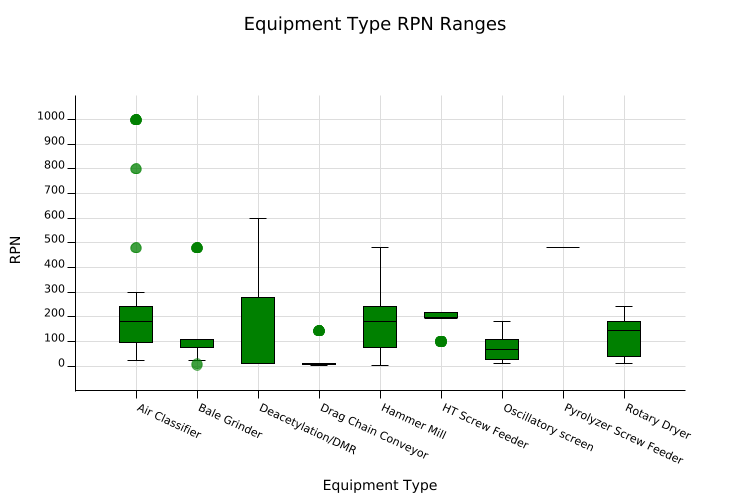
RPN ranges for Equipment across all FMEA interviews tracked in database
| ANL: Hao Cai, Longwen Ou; INL: David Thompson, Damon Hartley, Rachel Emerson; NREL: Ryan Davis, Jacob Dempsey, Matthew Wiatrowski, Abhijit Dutta; ORNL: Erin Webb, Robin Clark; PNNL: Steven Phillips. | True |
0
|
33
|
0
|
4
| False |